


客户在购买了耐火浇注料后,我们作为产品方都希望客户能够将产品用的放心,能够发挥产品的最大优势,为客户解决问题。但是往往出现很多意外,比如前段时间客户需要将自己工厂内的加热炉,进行炉外耐火层浇筑,购买了2吨耐火浇注料。回去后他们按照耐火浇注料的使用方法,进行了支模具、加水搅拌、振动浇注等流程,但是浇筑后开炉了不到2天就出现了大面积的裂纹,从而造成耐火浇注料预制体整体损毁。
后来客户与我们取得联系,说浇注料没用,都炸裂了,说浇注料不行等语气。通过让客户拍视频分析问题的原因,发现浇注料在浇注后的强度已经达到了初期硬度,并且看浇注体的表面没有出现离析、泌水等浇注缺陷,但是为什么会出现这么大的裂纹呢?我们观察到问题就出现在连接炉壁与模具的锚固钉上,从视频中发现每一处的裂纹起始端都是从锚固钉的位置,纵向往下延伸,并且锚固钉位置的裂纹是最大最宽的,越往下越小。说明客户在浇注前没有做锚固钉热膨胀缝的措施。
锚固钉是预埋件主要起到支撑热工设备耐火浇注料内衬或者耐火预制块的骨架,以增强耐火浇注料内抵抗静载荷、热应力、机械膨胀、机械振动的问题,但是要考虑它与浇注料的膨胀系数匹配问题,考虑膨胀量的影响。钢制锚固件膨胀量比较大,而耐火砖与浇注料的膨胀系数相对较小。

所以必须综合考虑锚固件表面膨胀缝的处理,如果缝隙留的过大,锚固件与浇注料分离,容易氧化断裂,起不到锚固效果。如果留的小,容易引起浇注料的膨胀开裂。图1分别是浇注料及其内锚固件的线膨胀系数、线变化率与温度的关系图,从图上可以看出;随着温度增加,浇注料与其内锚固件的线膨胀系数、线变化率差异增大,锚固件的线膨胀系数是浇注的3 倍 ,因此在炉窑加热的过程中,必须考虑锚固件的加热膨胀量的问题。
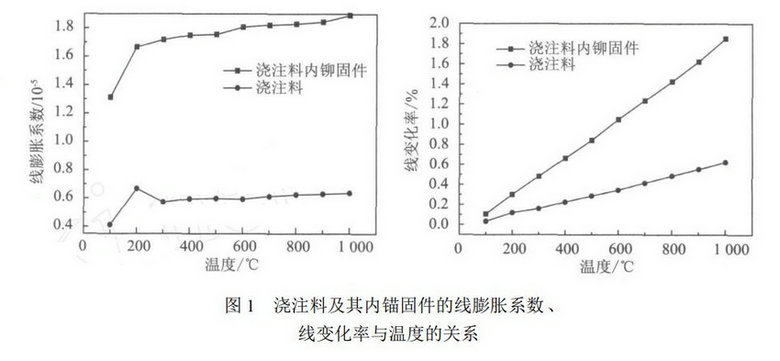
按照锚固件的线膨胀系数计算公式 ,15mm的锚固件1000℃的径向膨胀量为0.28 mm。浇 注料有一个膨胀量,浇注料的线膨胀系数为6.36×10- 6/℃,膨胀量小一些;浇注料的宽度比锚固件的径向尺寸要大,在实际的使用过程中,浇注料存在含水的收缩问题,因此在浇注料内锚固件的表面处理上,应该留一个处理厚度,比如0. 2~0.37 mm 的膨胀收缩缝隙,同时浇注料的垂直窑筒方向的温度不一样,锚固件的径向膨胀量也不一样,因此温度低接近窑筒方向的膨胀收缩缝隙要小一些。
随着温度增加耐火浇注料与其内锚固件的线膨胀系数、线变化率差异大 ,因此在炉窑加热的过程中,必须考虑锚固件的加热膨胀量的问题。按照锚固件的线膨胀系数计算公式,9mm 的锚固件1000℃的径向膨胀量为0.17 mm。 按照类似的方法 ,可以计算不同部位、不同材质的锚固件、耐火材料、窑体钢结构的膨胀系数与线变化率,以分析其膨胀性能。如窑筒体温度增加,每10mm 厚度的径向膨胀量在400℃较300℃时增加了10多倍,因此浇注料内锚固件的表面处理上应该留1个适宜的膨胀收缩缝隙,在接近窑筒方向的膨胀收缩缝隙要小一些;200℃下浇注料的线膨胀系数比预制砖的要高,增加幅度大,浇注料与预制砖的烘烤速度要慢一些以避免异常膨胀。


