

|
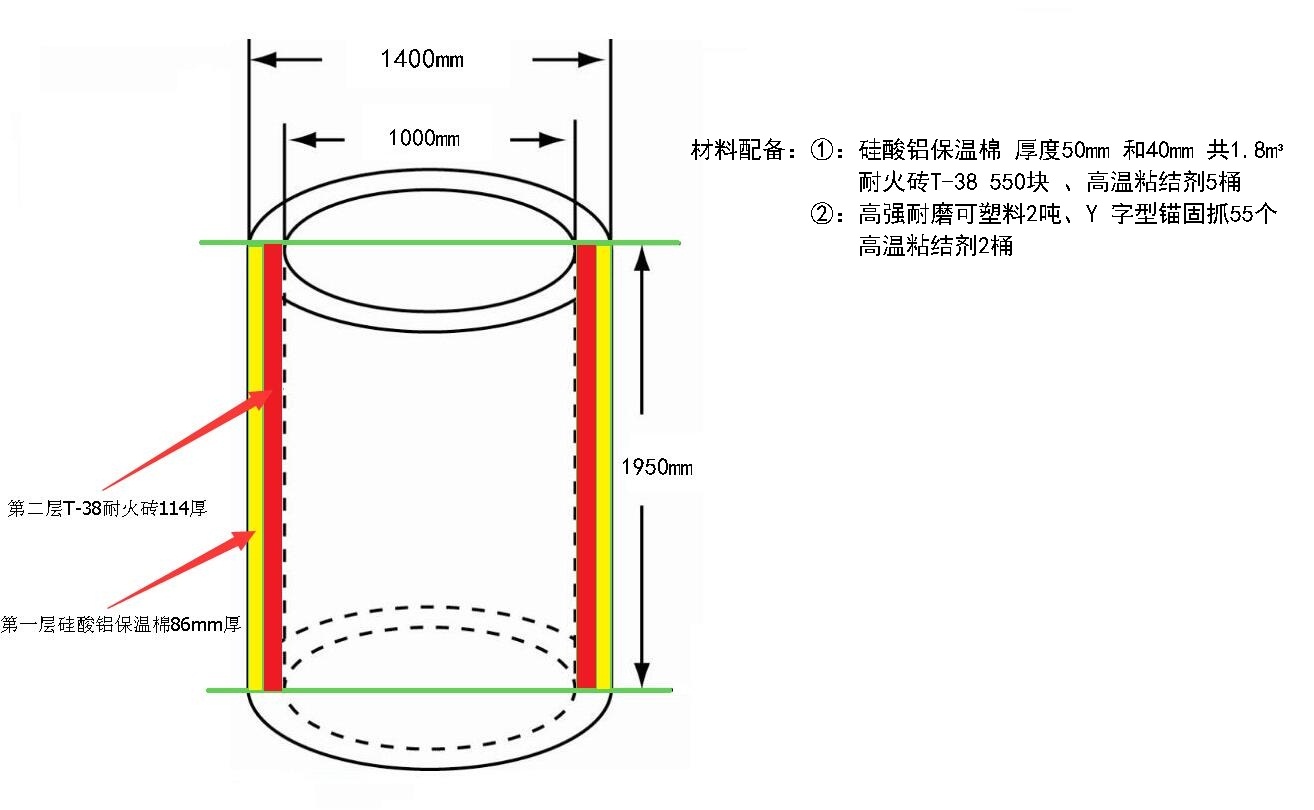
焙烧炉催化剂干燥装置图纸,外形为圆筒形状,其中炉体外径直径(不包括管件伸出长度,只包括可利用直径)为1400mm ,高度到从下底到上口可利用长度为1950mm(不包含炉盖地方),工况要求:炉内最高温度450°C,传导外壁温度降至50-60°C,炉内耐火材料层砌筑后剩余空间内径是1000mm。我公司根据上述工况要求和图纸所标注的材料并结合我公司的经验给予贵司以下2中方法砌筑方案:
第一:砌筑使用材料为:保温层硅酸铝保温棉尺寸规格为:3500*610*50mm,和5000mm*610*40mm ,两种规格保温棉。耐火层使用耐火砖 T-38型号 尺寸为 230*114*65*55(mm)侧楔形耐火砖。另外砌筑辅助材料耐火水泥 3袋 高温粘结剂2桶。 在开始砌筑前先进行安全检查,检查设备外结构钢壳的整体性、有无地方炸裂、开焊等情况,其次检查电路。将与设备相连的一切电路进行断电处理以防砌筑过程中出现触电危险等情况。如没有出现以上情况,可开始正常砌筑,筒体内衬砌筑的耐火材料主要目的是为了防护钢结构设备在高温下不熔融的作用,耐火材料砌筑在设备的内里层紧贴钢壳,施工前将所用的 耐火保温棉 、耐火砖、高温粘结剂、耐火水泥等材料备齐并放于距离较近的地方以方便随用随拿。 待材料备齐后对设备内衬进行清扫,设备上如果后大量锈迹,灰尘、污泥等赃物,需要先清除干净后才能施工不然赃物会对耐火材料砌筑的灰缝造成影响。清扫干净后可以进行硅酸铝保温面粘贴,将硅酸铝保温棉裁剪成适合的大小,并在背面贴紧钢壳的面上刷上一层高温粘结剂(高温粘结剂是桶装的粘结剂内装胶体和粉体使用时打开筒体先进行搅拌,搅拌均匀后在进行使用),然后逐渐的向炉壳粘贴。保温层设计是90mm厚度,但是经过砌砖后的压缩尺寸后基本剩下在85mm左右,符合炉衬设计要求。硅酸铝保温棉的粘贴要按照顺序从内向外贴,从下向上粘贴,先粘贴50mm后,在粘贴40mm厚相叠加。在贴完一圈保温棉以后就可以在紧贴硅酸铝棉的外层砌筑耐火砖T-38,T-38耐火砖属于是侧楔形耐火砖,是砌筑圆形小直径筒体的型号砖,因为此砖型厚度一头65mm厚一头55mm厚,环砌容易锁口,所以适合砌筑圆形筒体。外形略相似于刀型,所以也叫刀型砖,T-38砌筑是要控制好灰缝,把高温粘结剂,经搅拌均匀后,轻轻涂附于T-38砖的侧面,依次环形砌筑,便可实现整体的牢固性。在完成底圈的砌筑后在逐层向上按照同样的方法砌筑。最后完成施工。 第二种方法:砌筑使用材料:保温层为硅酸铝保温棉,保温层硅酸铝保温棉尺寸规格为:3500*610*50mm,和5000mm*610*40mm ,两种规格保温棉。耐火层使用高强耐火可塑料。辅助材料为 “Y”字型锚固抓。 砌筑前同样需要先进行炉体结构和安全检查,如果一切都正常的情况下。把所需材料备齐后,进行设备内衬的清洁处理,如筒体内衬发现有大量的锈迹需先进行打磨锈迹和打磨焊缝,再在筒体上每隔25*25cm的间距焊接“Y”字型锚固抓,一字排开,控制间距的大小,锚固抓焊接完成后,可以在硅酸铝保温棉背面刷上一层高温粘结剂,并穿过锚固抓粘贴保温层的90mm厚度。然后在锚固抓上再缠绕一层保温棉做为膨胀缝的膨胀节。待以上工序都完成好,可将袋装的耐火可塑料进行强制性搅拌,搅拌以后利用材料的可塑性可以直接涂抹施工于炉体内衬,并用皮锤进行捣打,最后材料强度的释放。在施工时候同样有下向上施工,且需要一次性完成施工,中间不能间断。最后再经过自然风干存放3-5天后即可使用此设备。 |