


某公司所采用的熔铝炉为圆形顶开盖加料式反射炉,以前耐火内衬由高铝砖砌筑。由于铝渣的侵蚀和急冷急热的双重作用,再加之装料时的机械碰撞,使用寿命一般在1200~1400熔次之间(其中在700炉次左右还要进行一次中修)。通过对炉墙、渣线部位和炉口的结构及耐火材料改进后,在不进行中修的前提下,熔铝炉寿命就能达到2500熔次以上。如果在停产时,对渣线和炉口部位进行局部修理,寿命就能达到三年以上,熔次数超过3500炉。通过这样的改进,既提高了主机设备开机率,又节省了检修费用,取得了良好的经济效益。

炉墙部位的改进
炉墙原有结构的及存在问题
改造前圆炉炉墙一直延续铁壳+20mm纤维毡+230mm硅藻土保温砖+230mm高铝砖的结构。
该结构的主要缺点是在上部炉墙损坏较轻时,渣线部位就遭到严重损坏,使用寿命短,修理时渣线部位又无法单独修补,需停炉进行中修,将液面上部炉墙全部拆除,重新砌筑,这既耽误了主机生产,又增加了检修费用。
炉墙改进方法
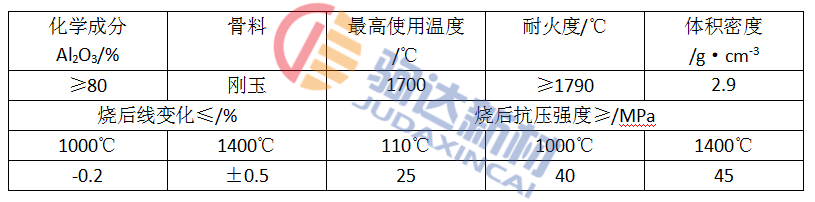
参照其它单位的成功检修,将渣线以上炉墙的用高低水泥浇注料整体浇注,中间用不锈钢锚固钩加固。该类浇注料耐火强度高。抗冲击、抗冲刷性能好,适用于恶劣的工作环境。其性能参数见表1。
表1 高强低水泥性浇注料能参数

保温层使用耐火纤维浇注料,该材料具有导热系数小、耐高温、保温性好、炉衬整体密封性好的特点,并且施工简单,采用投射涂抹法即可。整个施工过程时间短,比传统的砖砌法可节约3d时间。烘炉也无需延长时间,不会发生裂纹和爆裂现象,改进后炉墙结构见图2。
渣线部位的改进
渣线部位的损坏原因
由于铝及铝合金中含有镁、硅、锰、铁等活泼元素,在熔化时很容易与高铝砖中一些组分反应:
4Al+3SiO2=2Al2O3+3Si
3Mg+Al2O3=3MgO+2Al
2Al+3R2O=Al2O3+6R
这些反应与作用导致耐火材料结构疏松和损坏,再加上炉内旋转气流的冲刷作用,在炉墙与铝液表面接触的渣线部位,会逐渐受到浸蚀,逐渐出现弧面凹陷。随时间推移,凹陷越来越深,破坏了炉墙的强度和不渗漏性,最终达到无法使用。

渣线部位改进措施
通过比较,最后选用了抗铝渣耐磨浇注料制成的异型渣线砖。渣线砖比浇注炉墙厚70mm,这样渣线部位就会凸出炉墙,在一定时间内,这部分就能在一定程度上来抵挡浸蚀,达到延长渣线部位寿命的目的。另外,该材料加入了铝液不浸润的成分,如:碳化硅、氮化硅、硫酸钡等。同时还提高原料纯度,降低SO2、K2O、Na2O含量。在制砖过程中,使用压力成型,保证砖的几何尺寸,降低气孔率,提高致密性。使用此砖后能达到满意的效果。
渣线部位局部修补
随着圆炉的使用,渣线部位仍然会慢慢被侵蚀,凹面变深,当达到一定深度不能继续工作时,可将渣线砖拆除。因为上部炉墙是整体浇注的,并带有锚固钩,所以不会像砖砌的那样发生塌落。清理干净后,可用修补浇注料进行修补。修补后的炉墙能继续使用1000熔次以上,延长整个圆炉的使用寿命。
炉口部位的改进
由于装料时,料斗或铝锭会经常碰撞炉口。使用砖砌的炉墙顶会经常被整块撞掉,时间不长就会残缺不全,需要经常修补。否则,就会烧坏炉盖和炉壳。在此部位使用的耐热增强钢纤维浇注料就很好地解决了这一问题。该浇注料的Al2O3含量大于80%,内含耐热钢纤维,具有抗压强度高,耐磨损,抗冲刷,抗热震及防机械碰撞性好的特点,使用寿命较长。具体性能参数见表2。
表2 耐热增强钢纤维浇注料性能参数
使用效果及经济效益
使用效果
熔铝炉经过改进后,效果非常明显。经过近二年的使用,除对炉门扒渣坡进行过一次小修补,其它部位都很完好。渣线砖凸出部分还未完全蚀掉。整个炉体保温性能也有显著提高,炉壳平均温度从以前的90多℃降至现在不足80℃。
经济效益分析
经过改进后,虽然单次大修材料费用增加4万元左右,但寿命是以前的2.5倍。按三年内每台熔铝炉节省一次大修和一次中修费用计算,就节约检修费用26万元(大修、中修材料费及人工费分别按20万元和10万元计)。该公司有6台同类型熔铝炉,每年就节约检修费用52万元。
检修次数减少了,相应提高了主机开机率。每台圆炉三年节约检修时间50天,6台炉每年就增加生产日100天,每年可多生产铸轧板3500t,为公司创造效益超过百万元。
结束语
冶金炉窑内衬采用不定形耐火材料整体浇注时烧结炉窑发展的大趋势,用特种耐火材料代替普通耐火砖也是材料行业发展的必然。充分发挥技术人员的聪明才智,通过不断的技术革新,旧设备也会焕发青春活力,创造更大的经济效益。


